Aktuelle Projekte
Dank unserer Kunden dürfen wir uns mit immer wieder neuen, einzigartigen Projekten beschäftigen, innovative Lösungsansätze entwickeln, spannende Aufgabenstellungen konstruktiv umsetzen und individuelle Anlagen fertigen. Wir sind stolz auf diese Projekte, die wir als Team K gemeinsam mit unseren Kunden realisiert haben und möchten diese hier vorstellen.
Doppelablauf_ALV-1
Aufgabenstellung:
Vor einer Ziehanlage für Aluminiumdraht benötigte unser Kunde eine Ablaufeinrichtung für Aluminiumdrahtbunde. Abgewickelt werden sollen Bunde mit einem Außendurchmesser bis maximal 1400 mm und verschiedenen Innendurchmessern. Das maximale Coilgewicht beträgt 2000 kg. Besondere Anforderungen waren weiterhin eine möglichst hohe Verfügbarkeit sowie das einfache Handling der Drahtcoils beim Betrieb der Anlage.
Unsere Lösung:
Umgesetzt haben wir die Aufgabenstellung des Kunden in Form einer horizontalen Doppelablaufhaspel mit Beschickungswagen.
Die gespulten Drahtcoils werden mittels Kran oder Stapler auf die konisch geformten Beschickungswagen aufgelegt. Die Beschickungswagen sind mit Kunststoffbelägen versehen, um die Drahtoberfläche zu schonen und Beschädigungen am Draht zu vermeiden. Mittels Pneumatik wird der Beschickungswagen mit dem Drahtbund an die Haspel herangefahren. Hier entsteht für den Bediener nur ein minimaler Arbeitsaufwand.
Das Drahtbund wird durch die zentrale Innenverstellung des Haspelkerns auf dem Ablauf fixiert. Somit ist der Ablauf für Drahtbunde unterschiedlichster Innendurchmesser flexibel einsetzbar, ohne dass Umrüstarbeiten erforderlich sind.
Ist das Coil fixiert, befestigt der Bediener den Gegenflansch mittels Verschraubung und mechanischer Klemmung. Die Befestigung des Gegenflanschs erfolgt variabel, je nach Coilbreite und ist einfach zu handhaben. Damit wird das Herunterfallen von Drahtringen während des Ablaufbetriebs verhindert.
Der ablaufende Draht wird über Führungsrollen in die nachfolgende Ziehmaschine geführt. Diese garantieren einen geradlinigen Drahtlauf und verhindern Verdrehungen oder Beschädigungen des Drahtes. Zur Vereinfachung des Handlings können die Drahtrollen in der Höhe pneumatisch abgesenkt werden.
Um eine maximale Auslastung der nachfolgenden Ziehmaschine zu erreichen, ist die Ablaufvorrichtung als Doppelablauf ausgeführt. Während ein Coil in die Ziehmaschine einläuft, kann der Bediener bereits das nächste Coil auflegen, um so einen nahezu nahtlosen Übergang von einem zum nächsten Coil zu ermöglichen und Stillstandszeiten der Ziehanlage auf ein Minimum zu reduzieren.
Unser Anlagenkonzept ist auf maximale Verfügbarkeit durch die zwei Ablaufstationen, hohe Flexibilität in der Anwendungsbreite und einfachste Handhabung selbst für unerfahrene Bediener ausgelegt. Aufgrund des einfachen Aufbaus ist die Anlage wartungs- und verschleißarm.
Vor einer Ziehanlage für Aluminiumdraht benötigte unser Kunde eine Ablaufeinrichtung für Aluminiumdrahtbunde. Abgewickelt werden sollen Bunde mit einem Außendurchmesser bis maximal 1400 mm und verschiedenen Innendurchmessern. Das maximale Coilgewicht beträgt 2000 kg. Besondere Anforderungen waren weiterhin eine möglichst hohe Verfügbarkeit sowie das einfache Handling der Drahtcoils beim Betrieb der Anlage.
Unsere Lösung:
Umgesetzt haben wir die Aufgabenstellung des Kunden in Form einer horizontalen Doppelablaufhaspel mit Beschickungswagen.
Die gespulten Drahtcoils werden mittels Kran oder Stapler auf die konisch geformten Beschickungswagen aufgelegt. Die Beschickungswagen sind mit Kunststoffbelägen versehen, um die Drahtoberfläche zu schonen und Beschädigungen am Draht zu vermeiden. Mittels Pneumatik wird der Beschickungswagen mit dem Drahtbund an die Haspel herangefahren. Hier entsteht für den Bediener nur ein minimaler Arbeitsaufwand.
Das Drahtbund wird durch die zentrale Innenverstellung des Haspelkerns auf dem Ablauf fixiert. Somit ist der Ablauf für Drahtbunde unterschiedlichster Innendurchmesser flexibel einsetzbar, ohne dass Umrüstarbeiten erforderlich sind.
Ist das Coil fixiert, befestigt der Bediener den Gegenflansch mittels Verschraubung und mechanischer Klemmung. Die Befestigung des Gegenflanschs erfolgt variabel, je nach Coilbreite und ist einfach zu handhaben. Damit wird das Herunterfallen von Drahtringen während des Ablaufbetriebs verhindert.
Der ablaufende Draht wird über Führungsrollen in die nachfolgende Ziehmaschine geführt. Diese garantieren einen geradlinigen Drahtlauf und verhindern Verdrehungen oder Beschädigungen des Drahtes. Zur Vereinfachung des Handlings können die Drahtrollen in der Höhe pneumatisch abgesenkt werden.
Um eine maximale Auslastung der nachfolgenden Ziehmaschine zu erreichen, ist die Ablaufvorrichtung als Doppelablauf ausgeführt. Während ein Coil in die Ziehmaschine einläuft, kann der Bediener bereits das nächste Coil auflegen, um so einen nahezu nahtlosen Übergang von einem zum nächsten Coil zu ermöglichen und Stillstandszeiten der Ziehanlage auf ein Minimum zu reduzieren.
Unser Anlagenkonzept ist auf maximale Verfügbarkeit durch die zwei Ablaufstationen, hohe Flexibilität in der Anwendungsbreite und einfachste Handhabung selbst für unerfahrene Bediener ausgelegt. Aufgrund des einfachen Aufbaus ist die Anlage wartungs- und verschleißarm.




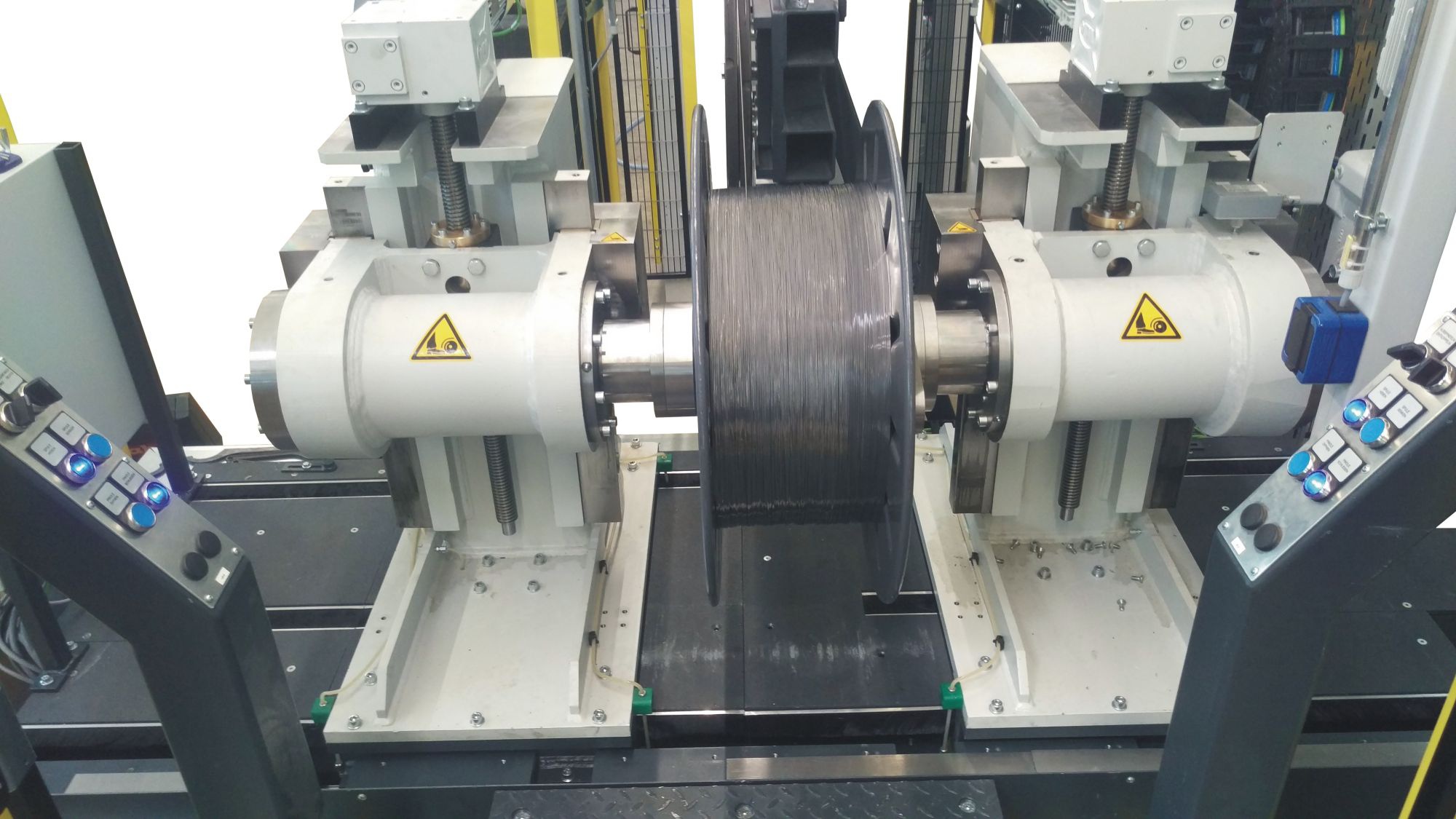
Traversierender Spuler SH-Tr 1000
Aufgabenstellung:
Unser Kunde betreibt eine Walzanlage für die er eine Aufwickeleinrichtung für Flach- und Runddrähte benötigte. Eingesetzt werden sollte die Einrichtung für Stahldraht (rund bis 5,50 mm, flach bis 8,00 mm x 1,50 mm), der auf Spulen aufgewickelt werden soll. Die Anlage sollte autark ausgelegt und später in die Steuerung der Walzanlage integriert werden. Dünne Drähte sollten in Kreuzverlegung aufgewickelt werden, breite Abmessungen in Lagen. Verschiedene Spulengrößen müssen flexibel einsetzbar sein.
Unsere Lösung:
Wir haben für diese Aufgabenstellung eine horizontale Spulmaschine SH-Tr 1000 mit vorangestelltem Tänzermagazin ausgewählt. Durch ihre robuste Auslegung lässt diese Anlage ein Bespulen von Spulen in einer Bandbreite bis 1000 mm Außendurchmesser und einem Gesamtgewicht von bis zu 1500 kg zu.
Um einen ruhigen und schwingungsfreien Spulenlauf und damit eine geringe Lärmemission zu gewährleisten, ist die Pinole besonders gelagert.
Ein hohes Maß an Flexibilität ist durch die Möglichkeit zur Aufnahme unterschiedlicher Spulengrößen gegeben. Verlegebreite und -geschwindigkeit sind stufenlos einstellbar.
Die Traversierung wird durch Einsatz einer Kugelrollspindel und mittels Elektroantrieb erreicht. Somit verbleibt der von der Walzanlage kommende Draht stets in einer Linie. Drahtbiegungen oder -verwindungen werden vermieden und die Drahtqualität bleibt erhalten.
Um nicht nur Rund-, sondern auch Flachdraht verlegen zu können, ist der Spuler mit seitlichen Führungsrollen ausgestattet, die ein sauberes Verlegebild garantieren.
Die automatische Abschaltung bei gefüllter Spule erleichtert dem Bediener die Arbeit mit der Anlage. Ein Podest vor dem Spuler vereinfacht das Einsetzen der Leerspule wie auch die Aufnahme der fertigen Spule.
Die Anlage ist zur Gewährleistung der Bedienersicherheit mit der erforderlichen Schutzumzäunung ausgestattet.
Zur Spulmaschine gehört ein eigener Schaltschrank. Damit kann sie mit der Walzanlage genutzt, aber zu einem späteren Zeitpunkt auch nach Bedarf an eine andere Drahtfertigungsanlage umgesetzt werden.
Unser Kunde betreibt eine Walzanlage für die er eine Aufwickeleinrichtung für Flach- und Runddrähte benötigte. Eingesetzt werden sollte die Einrichtung für Stahldraht (rund bis 5,50 mm, flach bis 8,00 mm x 1,50 mm), der auf Spulen aufgewickelt werden soll. Die Anlage sollte autark ausgelegt und später in die Steuerung der Walzanlage integriert werden. Dünne Drähte sollten in Kreuzverlegung aufgewickelt werden, breite Abmessungen in Lagen. Verschiedene Spulengrößen müssen flexibel einsetzbar sein.
Unsere Lösung:
Wir haben für diese Aufgabenstellung eine horizontale Spulmaschine SH-Tr 1000 mit vorangestelltem Tänzermagazin ausgewählt. Durch ihre robuste Auslegung lässt diese Anlage ein Bespulen von Spulen in einer Bandbreite bis 1000 mm Außendurchmesser und einem Gesamtgewicht von bis zu 1500 kg zu.
Um einen ruhigen und schwingungsfreien Spulenlauf und damit eine geringe Lärmemission zu gewährleisten, ist die Pinole besonders gelagert.
Ein hohes Maß an Flexibilität ist durch die Möglichkeit zur Aufnahme unterschiedlicher Spulengrößen gegeben. Verlegebreite und -geschwindigkeit sind stufenlos einstellbar.
Die Traversierung wird durch Einsatz einer Kugelrollspindel und mittels Elektroantrieb erreicht. Somit verbleibt der von der Walzanlage kommende Draht stets in einer Linie. Drahtbiegungen oder -verwindungen werden vermieden und die Drahtqualität bleibt erhalten.
Um nicht nur Rund-, sondern auch Flachdraht verlegen zu können, ist der Spuler mit seitlichen Führungsrollen ausgestattet, die ein sauberes Verlegebild garantieren.
Die automatische Abschaltung bei gefüllter Spule erleichtert dem Bediener die Arbeit mit der Anlage. Ein Podest vor dem Spuler vereinfacht das Einsetzen der Leerspule wie auch die Aufnahme der fertigen Spule.
Die Anlage ist zur Gewährleistung der Bedienersicherheit mit der erforderlichen Schutzumzäunung ausgestattet.
Zur Spulmaschine gehört ein eigener Schaltschrank. Damit kann sie mit der Walzanlage genutzt, aber zu einem späteren Zeitpunkt auch nach Bedarf an eine andere Drahtfertigungsanlage umgesetzt werden.

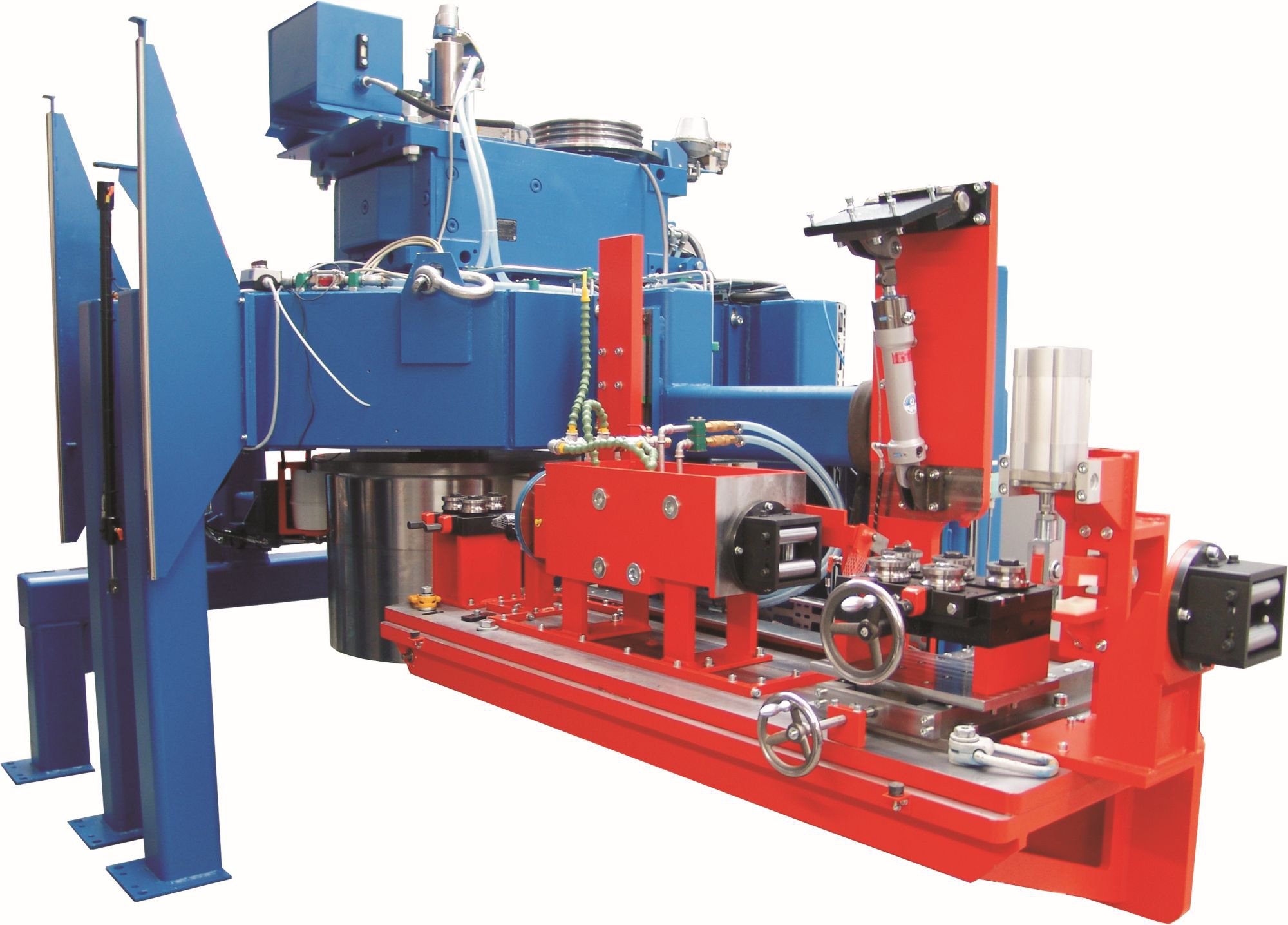
Ziehschäleinheit DS-30
Aufgabenstellung:
Unser Kunde hat das Ziel, fehlerbehaftete Randbereiche von Runddrähten mit möglichst geringem Aufwand im Zuge des Ziehprozesses abzutragen. Die dabei erzielte metallisch blanke Oberfläche soll für die Weiterbearbeitung durch Walz- oder Ziehtechnik geeignet sein. Der Kunde verarbeitet C-Stähle, niedriglegierte Stähle, ferritische, martensitische und austenitische rostfreie Stähle sowie Titan. Der Einlaufdraht hat einen Durchmesser bis 6,00 mm; der Fertigdurchmesser liegt im Bereich bis unter 3,00 mm.
Der Kunde verfügt bereits über eine Drahtzieh-/ziehschälanlage aus dem Hause KIESELSTEIN und möchte die Ziehschäleinheit nach Bedarf an dieser Anlage einsetzen.
Unsere Lösung
Die Ziehschäleinheit dient zur Aufnahme des Kalibrierziehsteins sowie des eigentlichen Schälsteins. An der Drahteinlaufseite befindet sich ein Fallhebel-Drahtrissschalter, der Drahtriss bzw. Drahtende signalisiert.
Der Seifenkasten ist sowohl für Nassschmierung und, wechselseitig durch einen Einsatz für den Ziehwerkzeugkasten, auch im Trockenzug nutzbar. Innen ist der Kasten mit einem Beölungsrohr ausgeführt. Damit ist sichergestellt, dass auch bei der Verwendung sehr zähen Ziehöls der Draht zu jeder Zeit rundum mit Öl beaufschlagt ist.
Der Ziehwerkzeughalter nimmt die Ziehsteinkassette mit dem Ziehstein auf und kann inkl. Seifenkasten durch Lösen der Befestigungsschrauben demontiert werden. Der Ziehstein ist direkt wassergekühlt. Die Ziehsteinkassette wird im Ziehwerkzeughalter manuell geklemmt.
Der Schälstein wird im Schälflansch aufgenommen. Die Schälsteinaufnahme ist für einen besseren Spanablauf konisch gefertigt. Der Schälstein wird zusätzlich indirekt mit Wasser gekühlt, um die Werkzeugstandzeit zu erhöhen.
Zum Zerkleinern der Späne befindet sich im Späneraum ein Spänebrecher. Dieser kann mit wenigen Handgriffen definiert und reproduzierbar eingestellt werden. Der Spänebrecher besitzt zwei rotierende, auf den Drahtdurchmesser einstellbare und herausnehmbare Messer aus Hartmetall sowie einen stufenlos regelbaren Antrieb. Der gesamte Späneraum ist verschleißfest ausgeführt.
Um die Ziehschäleinheit einfach und schnell anstelle eines Ziehsteinhalters an der Maschine zu installieren, sind Bohrbuchsen und Schnellspanner vorgesehen. Somit kann mit geringem Aufwand eine deutliche Verbesserung der Oberflächenqualität des Drahtes an einer vorhandenen Ziehanlage erzielt werden.
Unser Kunde hat das Ziel, fehlerbehaftete Randbereiche von Runddrähten mit möglichst geringem Aufwand im Zuge des Ziehprozesses abzutragen. Die dabei erzielte metallisch blanke Oberfläche soll für die Weiterbearbeitung durch Walz- oder Ziehtechnik geeignet sein. Der Kunde verarbeitet C-Stähle, niedriglegierte Stähle, ferritische, martensitische und austenitische rostfreie Stähle sowie Titan. Der Einlaufdraht hat einen Durchmesser bis 6,00 mm; der Fertigdurchmesser liegt im Bereich bis unter 3,00 mm.
Der Kunde verfügt bereits über eine Drahtzieh-/ziehschälanlage aus dem Hause KIESELSTEIN und möchte die Ziehschäleinheit nach Bedarf an dieser Anlage einsetzen.
Unsere Lösung
Die Ziehschäleinheit dient zur Aufnahme des Kalibrierziehsteins sowie des eigentlichen Schälsteins. An der Drahteinlaufseite befindet sich ein Fallhebel-Drahtrissschalter, der Drahtriss bzw. Drahtende signalisiert.
Der Seifenkasten ist sowohl für Nassschmierung und, wechselseitig durch einen Einsatz für den Ziehwerkzeugkasten, auch im Trockenzug nutzbar. Innen ist der Kasten mit einem Beölungsrohr ausgeführt. Damit ist sichergestellt, dass auch bei der Verwendung sehr zähen Ziehöls der Draht zu jeder Zeit rundum mit Öl beaufschlagt ist.
Der Ziehwerkzeughalter nimmt die Ziehsteinkassette mit dem Ziehstein auf und kann inkl. Seifenkasten durch Lösen der Befestigungsschrauben demontiert werden. Der Ziehstein ist direkt wassergekühlt. Die Ziehsteinkassette wird im Ziehwerkzeughalter manuell geklemmt.
Der Schälstein wird im Schälflansch aufgenommen. Die Schälsteinaufnahme ist für einen besseren Spanablauf konisch gefertigt. Der Schälstein wird zusätzlich indirekt mit Wasser gekühlt, um die Werkzeugstandzeit zu erhöhen.
Zum Zerkleinern der Späne befindet sich im Späneraum ein Spänebrecher. Dieser kann mit wenigen Handgriffen definiert und reproduzierbar eingestellt werden. Der Spänebrecher besitzt zwei rotierende, auf den Drahtdurchmesser einstellbare und herausnehmbare Messer aus Hartmetall sowie einen stufenlos regelbaren Antrieb. Der gesamte Späneraum ist verschleißfest ausgeführt.
Um die Ziehschäleinheit einfach und schnell anstelle eines Ziehsteinhalters an der Maschine zu installieren, sind Bohrbuchsen und Schnellspanner vorgesehen. Somit kann mit geringem Aufwand eine deutliche Verbesserung der Oberflächenqualität des Drahtes an einer vorhandenen Ziehanlage erzielt werden.


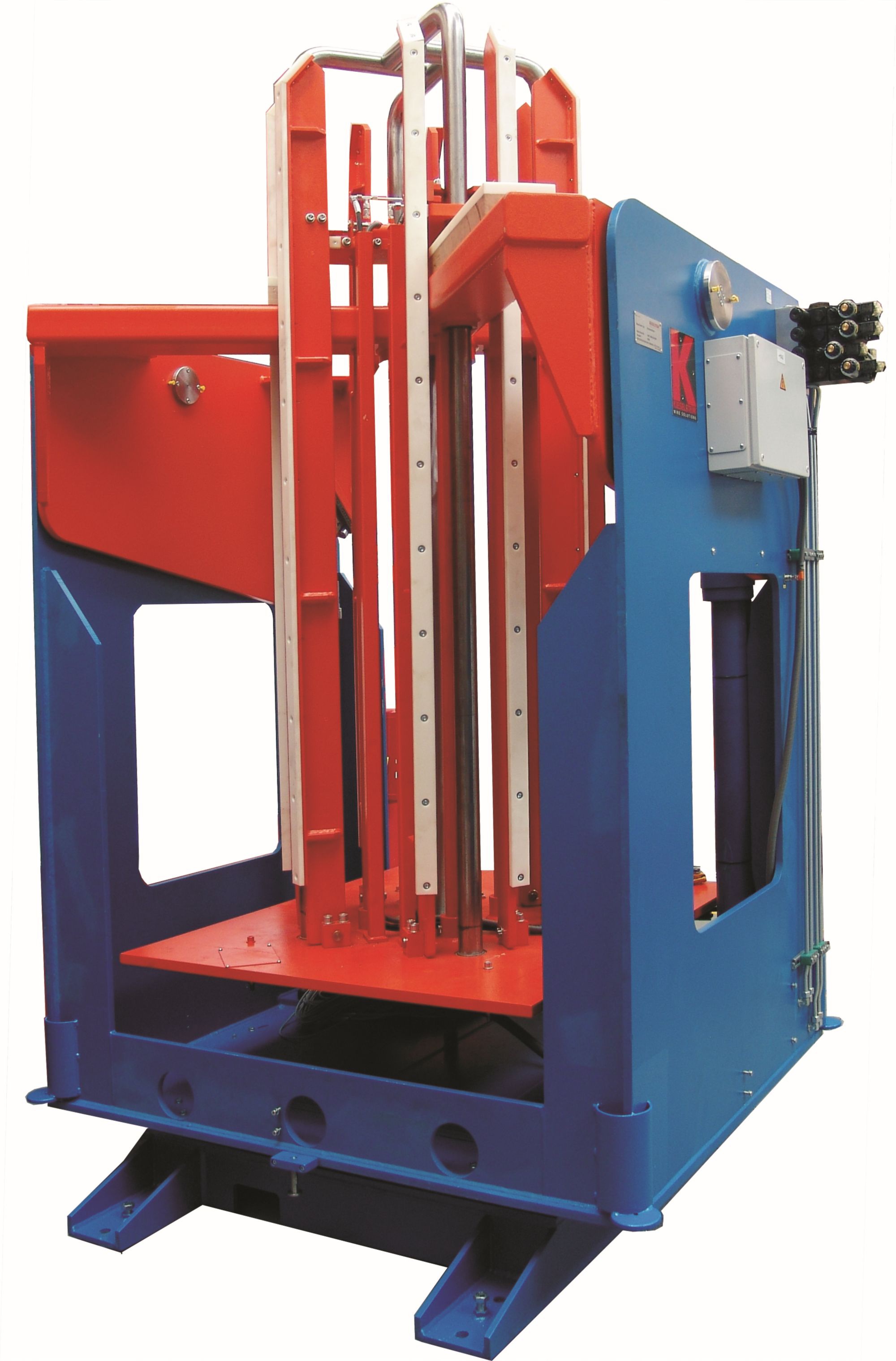
Ziehwickler WVZ 900
Aufgabenstellung:
Unser Kunde verarbeitet chemisch entzunderten und beschichteten Walzdraht. Dieser wird vor dem Ziehen zum Teil weichgeglüht, jedoch soll die Anlage auch in der Lage sein, Festigkeiten bis 1200 Mpa zu verarbeiten. Die Einlaufdurchmesser liegen im Bereich bis 18,00 mm. Die Besonderheiten der Aufstellung und eine hohe Produktivität sprechen für eine Lösung mit einer besonderen Ausführung der Drahtaufnahme.
Unsere Lösung:
Auf Basis der gewünschten Fertigungsbandbreite und den Anforderungen des Kunden haben wir eine Anlage mit einem Ziehwickler konzipiert. Das Ausgangsmaterial wird auf einen vertikalen Drahtbundablauf ABV-Tka aufgelegt. Das Beschicken wird durch eine hydraulische Kippfunktion erleichtert. Die Ablaufgeschwindigkeit wird mittels Tänzer geregelt.
Für die geforderte Ziehaufgabe haben wir einen vertikalen Ziehwickler WVZ 900 ausgewählt. Dieser ist in der Lage, die nötige Kraft für die gewünschte Querschnittsabnahme aufzubringen. Zur Erleichterung und Erhöhung der Bedienersicherheit während des Einziehvorgangs verfügt die Maschine über eine automatische Einziehzange. Sie ist ausgestattet mit einem Schmiermittelkasten, der sowohl für Trockenziehmittel als auch für Emulsion verwendet werden kann. Zur Reproduzierbarkeit der Positionierung ist der Schmiermittelkasten mit KPI (KIESELSTEIN Position Indicators) ausgestattet.
Die Drahtwindungen laufen von der vertikal hängenden Ziehscheibe nach unten auf eine vertikale Doppelhaspel mit Kronenstock. Während des Ziehprozesses befindet sich ein Drehteller in Arbeitsposition unter dem Wickler, der andere in Entladeposition. Damit kann während des Entladevorgangs der Ziehprozess fortgesetzt werden. Die Ringentnahme erfolgt per Ringgreifer.
Die entnommenen Drahtbunde werden auf dem mitgelieferten kippbaren Bundverdichter hydraulisch kompaktiert und abgebunden. Komplettiert wird der Lieferumfang durch einen Vortreiber zur Absicherung des geraden Drahtlaufs in den Ziehwickler, einer Schweißmaschine sowie der Schutzumzäunung um den gesamten Arbeitsbereich.
Wichtig war es uns, wie bei vielen unserer Projekte, dem Kunden ein Gesamtkonzept in Form einer individuellen Maschine zur Realisierung seiner Aufgabenstellung zu liefern. Ganz im Sinne von „solutions - individually engineered“.
Unser Kunde verarbeitet chemisch entzunderten und beschichteten Walzdraht. Dieser wird vor dem Ziehen zum Teil weichgeglüht, jedoch soll die Anlage auch in der Lage sein, Festigkeiten bis 1200 Mpa zu verarbeiten. Die Einlaufdurchmesser liegen im Bereich bis 18,00 mm. Die Besonderheiten der Aufstellung und eine hohe Produktivität sprechen für eine Lösung mit einer besonderen Ausführung der Drahtaufnahme.
Unsere Lösung:
Auf Basis der gewünschten Fertigungsbandbreite und den Anforderungen des Kunden haben wir eine Anlage mit einem Ziehwickler konzipiert. Das Ausgangsmaterial wird auf einen vertikalen Drahtbundablauf ABV-Tka aufgelegt. Das Beschicken wird durch eine hydraulische Kippfunktion erleichtert. Die Ablaufgeschwindigkeit wird mittels Tänzer geregelt.
Für die geforderte Ziehaufgabe haben wir einen vertikalen Ziehwickler WVZ 900 ausgewählt. Dieser ist in der Lage, die nötige Kraft für die gewünschte Querschnittsabnahme aufzubringen. Zur Erleichterung und Erhöhung der Bedienersicherheit während des Einziehvorgangs verfügt die Maschine über eine automatische Einziehzange. Sie ist ausgestattet mit einem Schmiermittelkasten, der sowohl für Trockenziehmittel als auch für Emulsion verwendet werden kann. Zur Reproduzierbarkeit der Positionierung ist der Schmiermittelkasten mit KPI (KIESELSTEIN Position Indicators) ausgestattet.
Die Drahtwindungen laufen von der vertikal hängenden Ziehscheibe nach unten auf eine vertikale Doppelhaspel mit Kronenstock. Während des Ziehprozesses befindet sich ein Drehteller in Arbeitsposition unter dem Wickler, der andere in Entladeposition. Damit kann während des Entladevorgangs der Ziehprozess fortgesetzt werden. Die Ringentnahme erfolgt per Ringgreifer.
Die entnommenen Drahtbunde werden auf dem mitgelieferten kippbaren Bundverdichter hydraulisch kompaktiert und abgebunden. Komplettiert wird der Lieferumfang durch einen Vortreiber zur Absicherung des geraden Drahtlaufs in den Ziehwickler, einer Schweißmaschine sowie der Schutzumzäunung um den gesamten Arbeitsbereich.
Wichtig war es uns, wie bei vielen unserer Projekte, dem Kunden ein Gesamtkonzept in Form einer individuellen Maschine zur Realisierung seiner Aufgabenstellung zu liefern. Ganz im Sinne von „solutions - individually engineered“.